Troubleshooting
| TROUBLE | CAUSE |
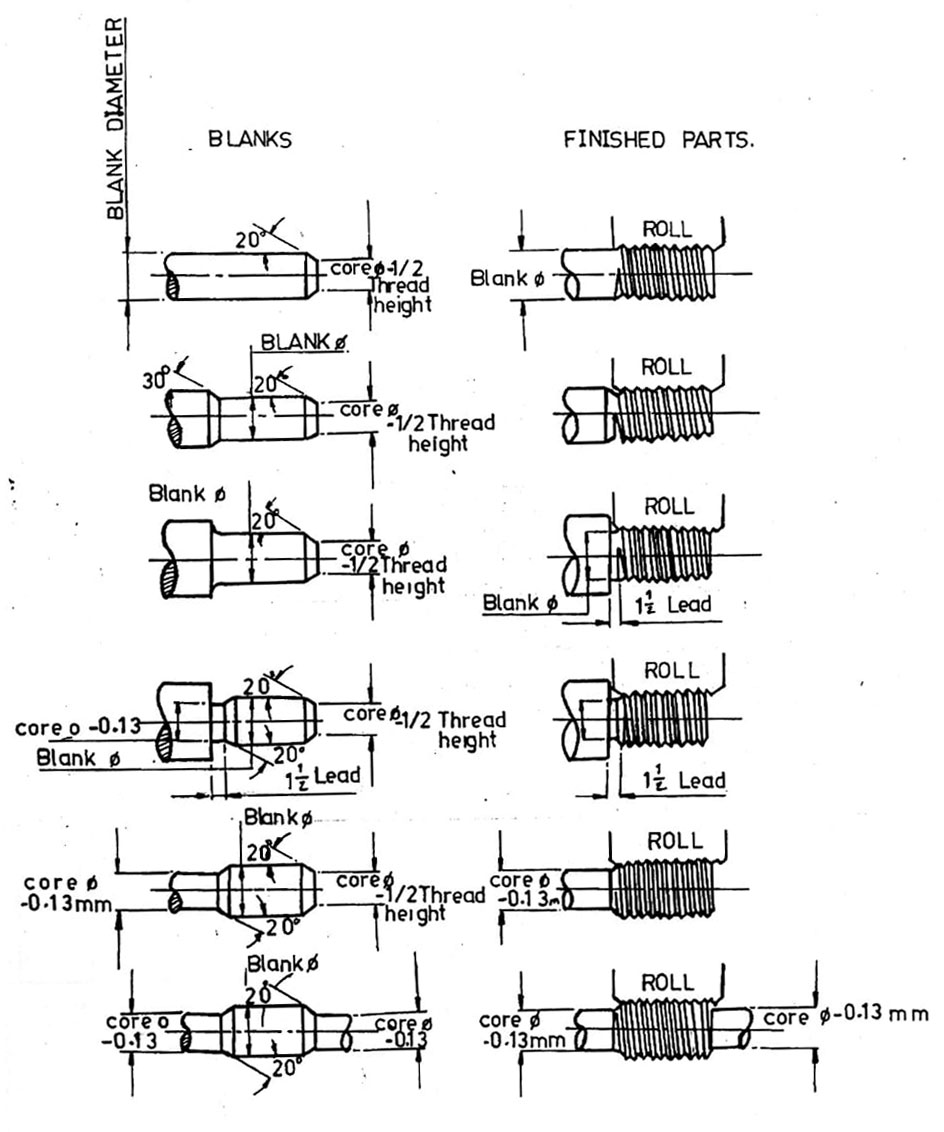
| Fracture of rolls opposite the chamfer of the part |
1) Chamfer too steep 2) Small diameter of chamfer too large (normally 0.2 mm below the core) |
| Fracture of rolls on their front face. Half-moon scaling. |
1) Shouldered parts; the shoulder has hit against the rolls. Reverse the direction of rolling. Use
an elastic length stop. 2) The shoulder of the part bears against the front of the work rest. 3) The machine is incorrectly set, or the blank is too large; the slide continues to move forward after reaching the full depth of the threads (over rolling of thread). 4) If there is a chamfer between the threaded portion of the work and its plain section of large diameter, see that the thread does not bite into the chamfer (excess of material). Keep the distance at 1.5 times the pitch. |
| Axial displacement of the work |
1) Diameter of the work not in agreement with the characteristics of the rolls when ordering rolls, indicate those which are to work on shouldered parts. In this case, they are made to dimensions which do not provide for re-grinding. 2) To remedy this defect, reduce the speed of rotation of the rolls, increase as far as possible the rate of penetration, choose the direction of movement which will not damage the rolls (shoulder moving away from the rolls). |
| Upward movement of the work during rolling |
1) Work rest too high or not in accordance with diameter of part 2) Slight error of concordance between the rolls 3) Diameter of blanks too large |
| Blunting of the crests of the work threads |
1) Work rest too low 2) Faulty work rest 3) Badly centered work rest; the part is not suitable 4) As a last resort, the cutting oil is not suitable |
| Blunting or marking of the crests along a single generator line |
1) Interference between the work and rolls during disengagement on completion of the rolling
operation 2) Saturation of thread due to excessive penetration or blank too large |
| Production of thread-like swarf or chips |
1) Poor coincidence of roll threads 2) Faulty positioning of the work between the rolls (with a short thread on a very long workpiece, use a special support) 3) Metal unsuitable for cold-rolling 4) Cracked blanks |
| Scaling of the thread flanks |
1) Excessive rolling time – Increase the rate of feed 2) Metal unsuitable for cold working or already hardened through previous cold forming |
| Excessive heating of work |
1) Speed of rotation too high 2) Rate of in-feed too rapid 3) Saturation of threads: penetration too deep or blank too large |
| Work out of round |
1) Ovality or triangulation of the blank (centerless) 2) Bad positioning of the blank between the rolls 3) In-feed too fast or saturation of thread 4) Amount of metal elongation less than 10% |
| Lead too short on the finished part | Hard metal (over 25 Rockwell C), which contracts slightly after coming out of thread. Order rolls with compensated pitch. |
| Tapers | |
| 1) PD correct, OD tapered | Tapered blank |
| 2) PD & OD in opposite tapers | Adjust parallelism of rolls |
| 3) PD & OD in parallel tapers | Taper blank and non-parallel rolls |
| Thread size inaccurate | |
| 1) PD & OD both oversize | Oversize blank |
| 2) PD oversize, OD correct | Oversize blank |
| 3) PD oversize, OD undersize | Insufficient rate of penetration |
| 4) PD correct, OD oversize | Oversize blank |
| 5) PD right size, OD undersize | Undersize blank |
| 6) PD undersize, OD oversize | Oversize blank, too much penetration |
| 7) PD undersize, OD right size | Undersize blank, too much |
| 8) Both PD & OD undersize | Undersize blank, too much |
| PD variable with same adjustment of machine |
1) Oversize blank 2) Excessive difference in hardness and elongation between blanks 3) Penetration rate too rapid 4) Time of dwell too short |
| Burst or split parts |
1) Cracked blanks 2) Saturation of thread due to excessive pressure |
| HOLLOW WORKPIECES | |
| 1. Bore closes in | Support the part with a mandrel placed in its bore, Penetration rate too rapid |
| 2. Bore enlarged | Mandrel too tight, Penetration rate too rapid, Too thin wall thickness |
| 3. Out of round | Rate of penetration too rapid, No dwell at completion of in-feed |
| 4. Taper due to uneven thickness of part or support from an adjacent section | Mandrel of wrong shape, Penetration rate too rapid, Taper of rolls not great enough to compensate for tendency of work to taper |
OPERATOR'S MANUAL
THREAD ROLLING MACHINE
MODEL - MTR - 30T
THREAD ROLLING MACHINE
MODEL - MTR - 30T